by Ben Reade.

The generally recognized method for making balsamic vinegar (BV) is based on a letter written in 1860 (Saccani, 1998). The most important production of balsamic vinegar happens in Modena, central north Italy. BV is characterized by high viscosity, very dark colour, high aroma and sweetness. BV has one of the highest levels of acidity in vinegar with a pH of around 2.3-2.8 (Masini & Giudici 1995). In Denmark this culture of balsamic vinegars (BV) has arrived in the last 12 years thanks to Andreas Harder and Claus Meyers and is now starting to enter small-scale commercial production.
BV has four important production stages. (i) the grape juice must be reduced to around 1/3 of its original volume. (ii) alcoholic fermentation of sugars into ethanol by yeasts, (iii) the oxidation of ethanol into acetic acid by acetic acid bacteria (AAB) and then (iv) the most defining feature of this style of vinegar, the aging process which, for Traditional Balsamic Vinegar (TBV) should be over 12 years. The basic process for making balsamic vinegar, starting with empty barrels is as follows.
Firstly the grape juice, which in TBV comes from, predominantly the Trebbiano grape, undergoes a reduction. This happens at atmospheric pressure[1] in an open pan. The juice is brought to the boil, at which point it is skimmed to remove foam and impurities. The must is then cooled and simmered at around 80 °C. This reduction process continues for many hours, until the darkening liquid thickens and reaches around 35-60 °Brix (Solieri, Giudici, 2009).
In the alcoholic fermentation stage, sugars are converted into ethanol alcohol. In grape juice both fructose and glucose are available in very similar quantities. Fructose undergoes more changes during the heat treatment stage, is fermented more easily by sugar tolerant yeast species, such as Zygosaccharomyces spp. Glucose on the other hand is more stable in heat but is more easily converted into ethanol by S. cerevisiae and can be metabolized directly by some strains of AAB (Solieri et al, 2006).
The current practice is to ferment sugars to alcohol until 5-7 % by volume and then to proceed to the acetic oxidation of ethanol by AAB. Historically BV makers have thought that the alcoholic and acetic fermentations took place simultaneously. It is now generally accepted by the scientific community that both must happen separately due to the sensitivity of yeast strains to acetic acid, the vast majority of yeasts being inhibited at a concentration of 1% acetic acid. Yeasts fermenting the must are of a variety of genera, Solieri and Giudici (2005) report the dominance of genera Candida, Zygosaccharomyces, Hansensapora, Saccharomyces. The first two listed here are very efficient at fermenting fructose in a sugar rich environment, they prefer fructose and will leave all the glucose behind which can then be fermented by the other two genera (Landi et al 2005).
Acetic acid reaches a concentration of 3% to before yeast fermentation is completely inhibited. Genera of AAB commonly found are Gluconacetobacter and Acetobacter. The main problem for the AAB is the high sugar concentration of the must and the high osmotic pressure this exerts on the yeasts. The use of starter cultures that have been tested for sugar tolerance is suggested however very few or none of existent BV or TBV makes use of laboratory cultures. Therefore oxidation of ethanol into acetic acid occurs through autochthonous or naturally occurring AAB. The barrels are inoculated with a certain amount of bacteria from fresh unpasteurised vinegar used to prime the barrels as well as some which come from the wood itself. When starting a new barrel set, as well as from initial priming vinegar, barrel wood and air, it is common practice to use backslopping[2] to give preference to previously successful MO from an established chain of barrels. So each barrel is mixed with a small amount of vinegar from an analogous barrel of a parallel set that has already been up and running for some years.
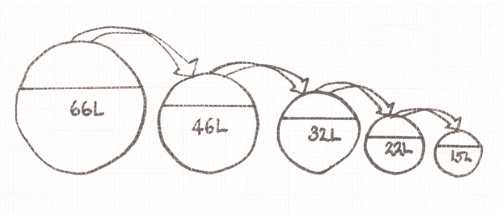
To make BV, first the barrels must be selected. For TBV, the barrels should be of 50 L, 40 L, 30 L, 20 L or 15 L. These should be of a variety of different woods; we saw barrels of chestnut, oak, cherry, acacia and oak : they may also be of mulberry or juniper amongst others. To make non-traditional BV, smaller barrels can be used, which speeds up the processes of both oxidation of alcohol into acetic acid and that of extracting the flavour from the wood. There should also be a standard 225 L oak cask, which may have been previously used for winemaking – this will be used for storing must before it enters the barrel process.
Before being filled up with grape must to process into BV the barrels must be primed, or ‘deflavoured’ as it is also known. First they should be filled with water to allow the wood some time to swell up, if there are cracks then the barrels may need to have their hoops tightened or may need to be adjusted by a cooper. Once satisfactorily watertight, the barrels should be emptied of water and primed for the F by AAB and others involved in making the BV. This is accomplished by filling all the barrels with strong unpasteurised vinegar, with acidity greater than 6 %. This should be left for 6 months. Following this, fresh, strong vinegar (above 6 % titratable acidity) should be mixed 1:1 with grape (or fruit of choice) juice reduced to one third of its original volume. This mixture should be put into the barrels and left for 6 months. The large storage barrel should also be primed for 6 months with a mix of 35 % strong live vinegar and 65 % reduced apple juice (if apple balsamic is desired).
Once the process of barrel priming has taken place, the manufacture process can begin. Each barrel should at this point have liquid removed until it is 2/3 full. At this point the yearly process starts. At the end of the year, the smallest barrel should have 1 L removed (1 L from a 2/3 full 15 L barrel is 10%), then the next barrel should be used to fill this one to 2/3 and so on until all but the largest barrel is full to the 2/3 mark. This process is known as rincalzo in Italian.
This largest barrel of the set is then filled from the storage cask, and then the storage barrel can be filled up with more reduced juice – so it can then slowly perform the required alcoholic fermentation (to around 7%) slowly over the coming year. This is what should be used to fill up the largest of the barrel set, again to 2/3 full during rincalzo. The process of moving the unfinished BV should be done in late winter/early spring before it starts to warm up and the bacteria go into a growth phase. This means that the vinegar is transferred after maximum sedimentation caused by winter’s cold temperatures.
This process is repeated every year for 10 years, taking only 1 L or 10 % of 2/3 of the 15 L barrel. At this point, in the 11th year one can start removing 25 % of the final barrel (2.5 L). During the process of aging a number of chemical and physical changes take place within the vinegar. It can be said that it is the must reduction and this wood ageing process that gives BV its particular character.
The wood of the barrel acts like a semi-permeable membrane, so that a certain amount of water evaporates slowly. Due to the size of pores in the wood, in theory no molecules larger than water, such as the alcohols, esters and other molecules can escape. They contribute to the sensory experience of the finished product and remain inside the barrel (some of these are lost, and are known as the ’angels’ share’). The tradition of leaving the small lids off the barrels, with muslin over the hole (to prevent flies entering) is now being questioned. When the barrel is left open, there is no longer the selective evaporation and much of the volatile molecules are lost to the air (Giudici et al. 2006), especially during the hot summers of Modena. Some traditionalists insist that the open, ‘lid off’ system is the best and the debate as to whether the lids should be left on or removed from the barrels lives on. Especially in the Padana Plain where the technique originates, the elevated temperatures of summer create a lot of evaporation of volatile molecules. Although acidic acid bacteria require oxygen to survive, some investigation is currently underway as to whether or not some beneficial part of the headspace is lost. One of the more noticeable effects of fermenting with the lid removed is higher reduction of water content by evaporation, so higher viscosity of the final product. As higher viscosity is associated with BV that has undergone longer aging and is seen by consumers as an indicator of quality: lowering viscosity can decrease consumer perception of product quality. This problem of viscosity can be tackled by reducing the initial must to a higher °Brix. During the summer months, barrels should be checked for vinegar mother every two weeks. If a mother forms and is not removed, the vinegar can continue to reduce beneath the cellulose layer, leaving the mother attached to the sides of the barrel higher up, this then dries out and can grow mold. In this case the vinegar should be siphoned off from beneath the mother and the barrel cleaned thoroughly with pressurized steam.
Barrels are traditionally kept in the attic where extreme temperatures of both summer and winter take their effect. In summer the hot temperatures promote more acetic fermentation, and in winter the cold helps with clarifying through sedimentation of solid parts. So temperature variation is very important. Every four years the barrels should be cleaned to remove sediment.
At NFL, one experiment for which there is great hope, is the use of quince juice to make balsamic vinegar. More about this is found in the next section.
Experimental balsamic vinegar
While learning about balsamic vinegars we were inspired to try to make one from a different fruit, and one that identified more with the Nordic area. After experimenting with numerous juices, quince struck us as something that already had a fascinatingly multi-layered aromatic profile. We went about sourcing a set of balsamic barrels, after following the above procedure, and making various preliminary experiments with quince juice, we filled up the barrels. Of course, it will take a long time to know how successful it has been, but initial impressions are extremely promising.
Quince Balsamic
1. Using a domestic freezer, freeze the quinces slowly
2. Defrost the quinces, collecting any juice which forms
3. Juice the quinces using a centrifugal juicer
4. Squeeze the pomace to ensure maximum yield (around 55% of quince weight)
5. Reduce at 90°C until 30°Brix
6. Put into balsamic vinegar barrels using process explained above in Balsamic vinegar section.

Bibliography
Ok, rather embarrassingly, I seem to have been very bad about keeping record of all the bibliography, however, around half of the information comes from talking to our friend Andreas Harder, the other half comes from the following fantastic book, which is essential reading for anyone interested in vinegars:
Solieri, L. & Giudici, P. (eds), Vinegars of the World, pp. 41-60, Springer-Verlag Italia S.r.l. Milan, Italy
[1] Atmospheric pressure is the force per unit area exerted into a surface by the weight of air above that surface.
[2] Backslopping is the use of an existing, successful F culture to inoculate a new one.
About the author
My Name is Ben Reade, I’m a chef from Edinburgh, Scotland, and for the past 3.5 years I have been studying at The University of Gastronomic Sciences in Pollenzo, Italy. For my final thesis, I came to Nordic Food Lab to research many subjects where my varied interests inerlaced with those of the Lab. The research arose out of time spent at the Nordic Food Lab between 29 September and 22 December 2011. The aim is to describe NFL’s current research to both chefs and non-specialized readers, explaining and coding the creative and scientific methodologies employed during the research at NFL, exploring their application in food experimentation and innovation. Over the next month or so I will be breaking down this thesis into manageable blog-style chunks, this is chunk 13ish of around 25 I hope you find it interesting.